



Senzira yekubatanidza inoshanda,welding nelaserrave richishandiswa zvakanyanya muminda yakawanda mumakore achangopfuura, kunyanya mukugadzira mota, indasitiri yekugadzira midziyo yemuchadenga, yezvekurapa uye yekugadzira zvishandiso nemazvo. Kufambira mberi kwetekinoroji kwazvino kwakatarisana nekuvandudza mhando yekuwedera, kusimudzira kuchinjika kwemaitiro uye kuwedzera huwandu hwekushandiswa.
1. Kushandiswa kwelaser yebhuruu: Tichifunga nezvedambudziko rekunamira kwezvinhu zvinopenya zvakanyanya zvakaita semhangura nearuminiyamu, malaser ebhuruu anogona kunamira zvakanaka nemagetsi mashoma nekuda kwekuwanda kwesimba rawo pakushandisa zvinhu izvi kupfuura malaser einfrared.

Malaser ebhuruu e semiconductor anoramba achikurudzira shanduko munzira dzekugadzirisa zvinhu zvinopenya zvakanyanya zvakaita semhangura nearuminiyamu. Kana tichienzanisa nechiedza che infrared, mwero wepamusoro wekunyudzwa kwechiedza chebhuruu kune simbi dzinopenya zvakanyanya unounza mabhenefiti makuru kumashandisirwo echinyakare emaindasitiri (senge kucheka nekusonwa). Kana tichienzanisa nechiedza che infrared, chiedza chebhuruu chine wavelength pfupi uye kudzika kwakaderera kwekupinda. Hunhu uhwu hwechiedza chebhuruu hunoitawo kuti zvikwanisike kushandiswa muminda mitsva senge processing thin film. Kuwedzera pakugadzirisa zvinhu, kushandiswa kwechiedza chebhuruu mukurapa, mwenje, kupomba, mashandisirwo evatengi nedzimwe nzvimbo kwakakwezvawo kutariswa kukuru.
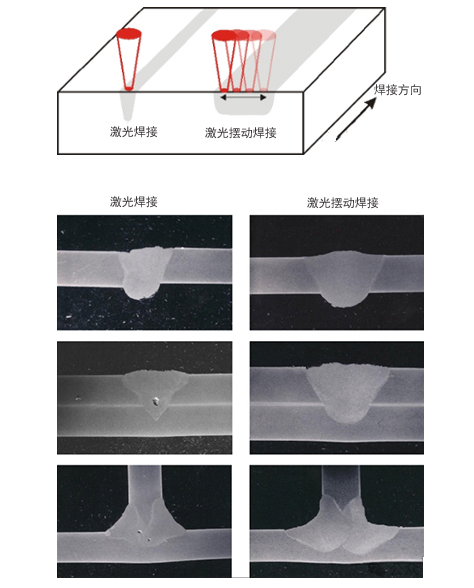
2. Tekinoroji yekushongedza Swing: Musoro we welding welding we laser-specific unotenderedza beam, izvo zvisingangowedzere huwandu hwekugadzirisa, asi zvinowedzerawo kushivirira kusvika paupamhi hwe weld, nokudaro zvichivandudza kunaka kwe welding.
Mabhenefiti ekushongedza swing
Saizi yakakura yenzvimbo yekutsvedza inobatsira kuvhara mipata mikuru
Kushivirira kunodiwa kwakaderera, zvichideredza zvinodyiwa pakusonwa uye zvichideredza mari yekugadzirisa
Nguva yekuwedera inoderedzwa kusvika pachikamu chimwe mugumi, zvichiwedzera kubuda kwewedera
Deredza kana kutobvisa nguva yekutwasanudza welds, zvichivandudza kugona kwayo
Deredza kushanduka kwezvikamu uye kuvandudza mhando yemidziyo
Kubatanidza zvinhu zvakasiyana (simbi nesimbi yakakandwa, simbi isingatsvi uye chromium-nickel-inconel, nezvimwewo)
Kusasa mvura kwakaderera, kunogona kushandiswa pakugadzira zvinhu zvekunamira zvinokanganisa kutsemuka
Deredza zvakanyanya mushure mekugadzirisa (kuchenesa, kukuya…)
Rusununguko rukuru mukugadzirwa kwezvikamu
3. Kubatanidza nelaser ne focus mbiri: Ongororo dzakaratidza kuti kusanganisa ne laser ne focus mbiri kwakasimba uye kunodzorwa kupfuura nzira dzechinyakare dze single-focus, zvichideredza kuchinja-chinja kwemaburi ekiyi uye kuvandudza kugadzikana kwemaitiro ekubatanidza.
4. Tekinoroji yekutarisa maitiro ekuwelda: Uchishandisa tekinoroji yekubatanidza mifananidzo ye interferom etric, sisitimu itsva yekutarisa maitiro ekuwelda yakagadzirwa inogona kuchinjika nekuchinja kwe geometry ye keyhole mumaitiro akasiyana, ichipa chiyero chakarurama chekudzika uye mhinduro dzakagadziriswa dzekutarisa maitiro ekuwelda.
5. Kusiyanisa misoro ye laser welding: Nekuvandudzwa kwetekinoroji, misoro ye laser welding yakaiswawo mumhando dzakasiyana zvichienderana nemabasa nezvinodiwa, kusanganisira misoro ye high-power welding, misoro ye laser galvanometer scanning, misoro ye welding swing, nezvimwewo, kuti isangane nezvinodiwa zvakasiyana zve welding.
Nguva yekutumira: Nyamavhuvhu-07-2024











