



Kushandiswa kwetekinoroji yeAI mumunda wekunamira kuri kusimudzira hungwaru uye otomatiki yemaitiro ekunamira, zvichivandudza kushanda zvakanaka kwekugadzira uye mhando yechigadzirwa.
Kushandiswa kweAI mukushongedza simbi kunonyanya kuratidzwa muzvinhu zvinotevera:

Kudzora mhando yekushongedza
Kushandiswa kwetekinoroji yeAI mukutonga mhando yewelding kunonyanya kuratidzwa mukuongorora mhando yewelding, kuzivikanwa kwezvikanganiso zvewelding, uye kugadzirisa maitiro ewelding. Mashandisirwo aya haangogadzirisi kururama nekumhanya kwewelding chete, asiwo anovandudza zvakanyanya kugadzirwa kuburikidza nekutarisa panguva chaiyo uye kugadzirisa zvine hungwaru. Heano mamwe mashandisirwo akakosha etekinoroji yeAI mukutonga mhando yewelding:
Kuongorora mhando yekuwedera
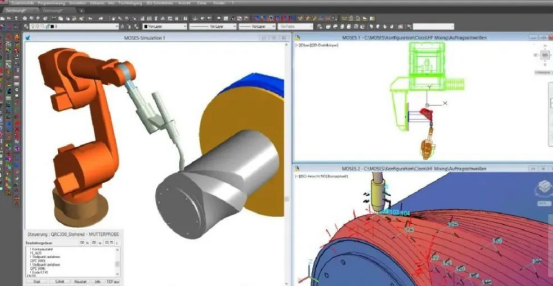
Sisitimu yekuongorora mhando yewelding yakavakirwa pakuona kwemuchina uye kudzidza kwakadzama: Sisitimu iyi inosanganisa maalgorithms ekuona kwekombiyuta yepamusoro uye kudzidza kwakadzama kuti iongorore uye iongorore mhando yewelds panguva yekuwelding munguva chaiyo. Nekutora ruzivo rwekuwelding nemakamera anomhanya uye ane resolution yepamusoro, maalgorithms ekudzidza kwakadzama anogona kudzidza nekuona welds dzemhando dzakasiyana, kusanganisira zvikanganiso zvewelding, cracks, pores, nezvimwewo. Sisitimu iyi ine mwero wakati wekuchinja uye inogona kuchinjika kune akasiyana maitiro ekugadzirisa, mhando dzezvinhu uye nzvimbo dzewelding, kuitira kuti ive yakakodzera zvirinani mabasa akasiyana-siyana ewelding. Mukushandiswa kwazvino, sisitimu iyi inoshandiswa zvakanyanya mukugadzira mota, aerospace, kugadzira zvemagetsi nedzimwe nzvimbo. Nekuona kuongororwa kwemhando otomatiki, sisitimu iyi haingogadzirise kushanda kwemaitiro ewelding, asiwo inovimbisa huwandu hwepamusoro hweweld uye inoderedza mwero wakakanganisika mukugadzira.
Kuzivikanwa kwezvikanganiso zvekuwedera
Tekinoroji yekuona zvikanganiso otomatiki yeZeiss ZADD: Mhando dzeAI dzinoshandiswa kubatsira vashandisi kugadzirisa matambudziko emhando yepamusoro nekukurumidza, kunyanya mu porosity, glue coating, inclusions, welding pathways uye zvikanganiso.
Nzira yekuziva kukanganisa kwemifananidzo ye weld yakavakirwa pakudzidza kwakadzika: Tekinoroji yekudzidza kwakadzika inoshandiswa kuona otomatiki zvikanganiso zviri mumifananidzo ye weld yeX-ray, zvichivandudza kururama uye kushanda zvakanaka kwekuona.
Kugadziriswa kweparameter yekuwedera
Kugadzirisa ma process parameter: Ma algorithms eAI anogona kugadzirisa ma process parameter akadai se welding current, voltage, speed, nezvimwewo zvichibva pane data rekare uye mhinduro chaiyo kuti awane mhedzisiro yakanaka ye welding. Adaptive control: Nekutarisa ma parameter akasiyana panguva ye welding process munguva chaiyo, AI system inogona kugadzirisa otomatiki mamiriro e welding kuti ikwanise kugadzirisa shanduko dzezvinhu uye nharaunda.
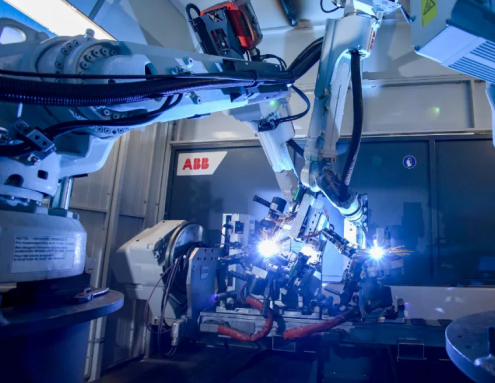
Robhoti rekushongedza
Kuronga nzira: AI inogona kubatsiramarobhoti ekushongedzaronga nzira dzakaoma uye kuvandudza kushanda zvakanaka kwewelding uye kururama.
Kushanda nehungwaru: Kuburikidza nekudzidza kwakadzama, marobhoti ekubatanidza anogona kuona mabasa akasiyana ekubatanidza uye kusarudza otomatiki maitiro akakodzera ekubatanidza uye maparamita.
Kuongorora data rekushongedza
Kuongororwa kwedata guru: AI inogona kugadzirisa nekuongorora huwandu hwakawanda hwedata rekushongedza, kuwana mapatani akavanzika uye mafambiro, uye kupa hwaro hwekuvandudza maitiro ekushongedza.
Kugadzirisa zvinhu zvinofanotaurwa: Nekuongorora data rekushanda kwemidziyo, AI inogona kufanotaura kutadza kwemidziyo yekunamira, kugadzirisa zvinhu pachine nguva, uye kuderedza nguva yekushanda.

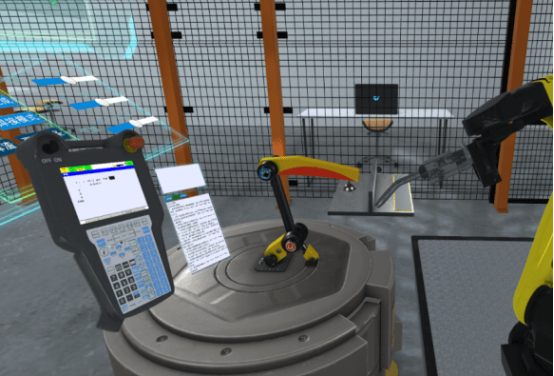
Kutevedzera uye Kudzidziswa paindaneti
Kutevedzera Kusonta: Uchishandisa tekinoroji yeAI uye tekinoroji yechokwadi chaiyo, maitiro ekubatanidza anogona kutevedzera kudzidziswa kwekushanda uye kusimbiswa kwemaitiro. Kugadziriswa kwekudzidziswa: Kuburikidza nekuongorora kweAI kwedata rekushanda kwewelder, mazano ekudzidzisa akagadzirirwa iwe pachako anopiwa kuti uvandudze hunyanzvi hwekubatanidza.
Mafambiro Emangwana
Kuvandudzwa kwe otomatiki: Nekukura nekukurumidza kwehungwaru hwekugadzira uye marobhoti, michina yekushongedza ine hungwaru ichaita otomatiki yepamusoro uye ichaita mabasa ekushongedza asina vanhu kana kuti asina vanhu vakawanda.
Kutarisira nekutarisa data: Midziyo yekushongedza ine hungwaru ichave nemabasa ekuunganidza data uye ekutarisa ari kure, uye ichatumira ruzivo rwakadai sema parameter ekushongedza, data rekugadzirisa, uye mamiriro emidziyo kunzvimbo yekudzora iri kure kana vashandisi vekupedzisira munguva chaiyo kuburikidza nepuratifomu yegore.
Kugadzirisa maitiro ekuwelda zvine hungwaru: Midziyo yekuwelda ine hungwaru ichavandudza maitiro ekuwelda kuburikidza nemaalgorithms akabatana akangwara kuderedza zvikanganiso zvewelding uye kushanduka kwayo.
Kubatanidzwa kwemaitiro akawanda: Midziyo yekushongedza ine njere ichabatanidza maitiro akasiyana-siyana ekushongedza uye matekinoroji kuti ibudirire pakushandisa mabasa akawanda uye akawanda.

Kazhinji, kushandiswa kweAI mukushongedza simbi kwakavandudza zvikuru kunaka kwesimbi uye kushanda zvakanaka, ukuwo kuchideredza mari uye simba revashandi. Nekufambira mberi kuri kuitwa tekinoroji, kushandiswa kweAI mumunda wekushongedza simbi kuchawedzera kukura uye kudzika.
Nguva yekutumira: Nyamavhuvhu-14-2024











